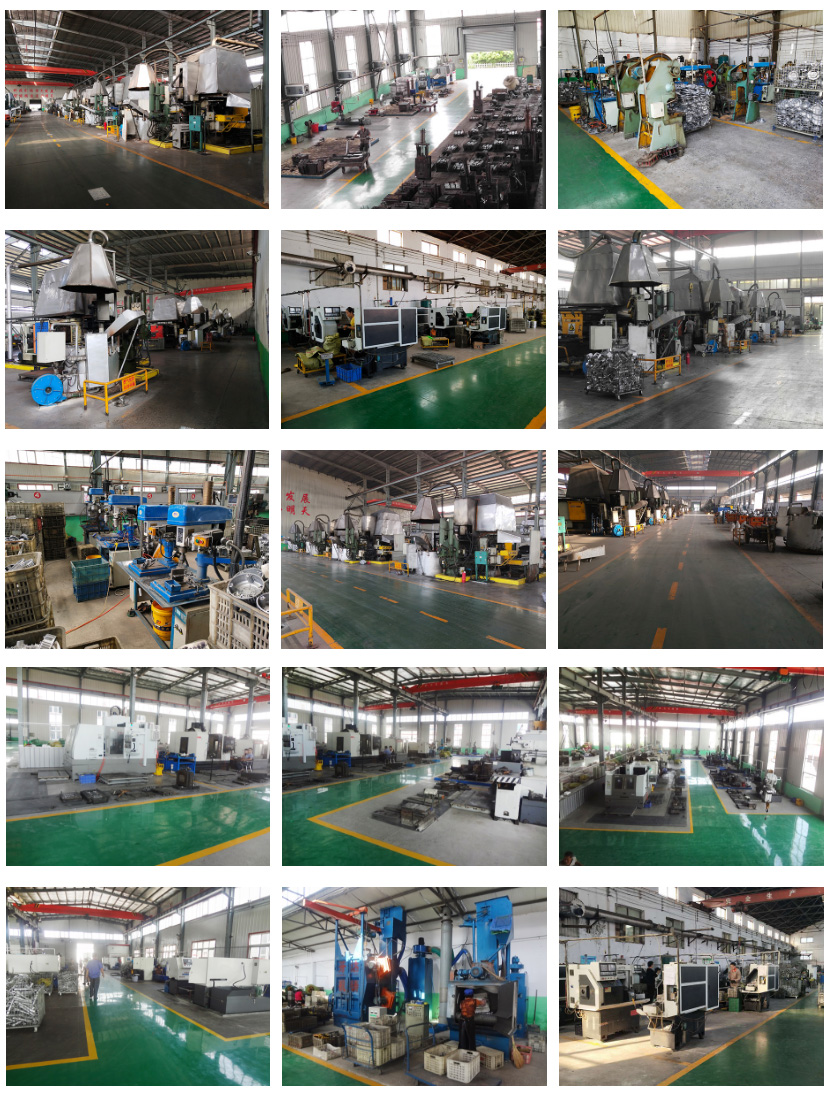
产品详情


2.5寸底阀浇注系统设计的妤坏直接影响到金属液的充填状态、压铸件成型、表面质罩和内部质量
金属液在压铸过程中的充型状态是由压力、速度、时间、温度、气体等因素综合作用形成,因而浇注系统与压力传递、合金流速、填充时间、凝固时间、模具温度、排气条件有着密切关系。压力传递一方面要内浇口处金属液以高压、高速充填型腔,另一方面又要在流道和内浇口截面的金属液不先凝固,以传递的 终增压压力。这就需要 佳的流道和内浇口设计, 小的压力损失。内浇口面积过大和过小都会影响填充过程,当压射条件时,过大的内浇口使充填速度低,金属液早凝固,甚至充填不足,过小的内浇口又会使喷射加剧,增加热量损失,产生漩涡并卷入过多气体,模具易损。
设计原则:使金属液能何效地、稳的流动充填型腔,避免气体混入。